Brazing Services for High-Reliability Manufacturing
This is one of Elcon’s premier services that we offer, and we take immense pride in perfecting our craft over the years and continuing to serve our clients.
Unlike fusion welding, brazing minimizes thermal distortion, reduces the risk of heat-affected-zone cracking, and enables the joining of dissimilar materials that are difficult or impossible to weld. The process is widely used in aerospace, defense, semiconductor, and industrial systems where joint strength, hermeticity, and dimensional accuracy are critical.
Elcon Precision’s brazing services support both prototype and production programs, providing consistent results through tightly controlled furnace processing, specialized fixturing, and rigorous quality verification.
Why Engineers Choose Brazing
- Strong, permanent joints with minimal distortion
- High hermeticity
- Ability to join dissimilar materials (wide range of technical ceramics and bondable metals)
- Superior repeatability across production runs
- Reduced oxidation and contamination
- Improved dimensional stability compared to fusion welding
- High strength bonds
- Suitable for complex geometries and delicate components, since brazing uses capillary action to fill joints rather than melting the parent metals

Industries Supported by Elcon's Expertise
Aerospace
Our brazed assemblies support demanding aerospace applications and aerospace components requiring high strength, reliability, leak-tight performance, thermal stability, and resistance to extreme operating conditions, including, heat exchangers, and:
- Propulsion components
- Fuel system assemblies
- Sensor housings
- Structural subassemblies
- Thermal management systems
- Packaging for microelectronics

—
Defense
Elcon manufactures high-reliability brazed components used in mission-critical defense systems, including:
- Radar assemblies
- Electronic warfare systems
- RF and microwave packages
- Ruggedized electronic enclosures
- High-voltage feedthroughs

—
Semiconductor/Electronics
Semiconductor manufacturing equipment demands ultra-clean, vacuum-compatible, and highly reliable assemblies. Our brazing services support:
- Vacuum chambers
- Feedthroughs
- Process equipment components
- Thermal control systems
- Leak-tight vacuum assemblies
—
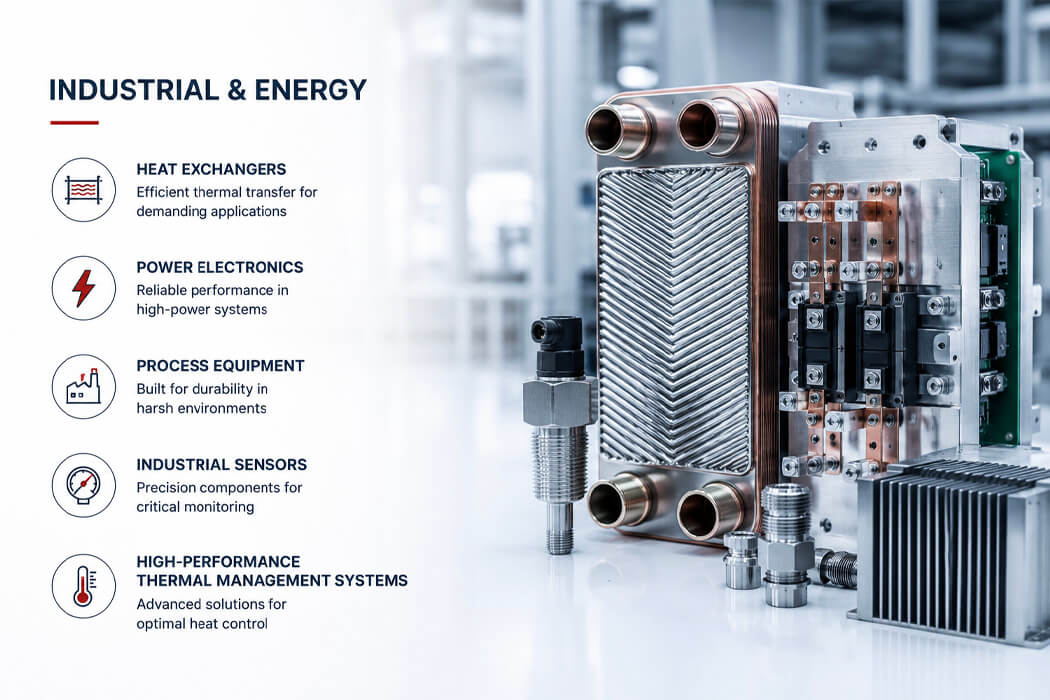
Industrial & Energy
We produce brazed assemblies designed for challenging thermal and mechanical environments, including:
- Heat exchangers
- Power electronics
- Process equipment
- Industrial sensors
- High-performance thermal management systems

Brazed Assembly Applications
Our brazing services support a broad range of application requirements:
- Hermetic packaging for electronics and sensors
- Vacuum and pressure vessel assemblies
- Thermal management systems
- Cold plates and heat exchangers
- RF and microwave packages
- High-voltage feedthroughs
- Electrical connectors
- Ceramic-to-metal seals
- Power electronics packaging
- Traveling Wave Tube (TWT) components
- Radar amplification systems
- Communication and jamming devices

Benefits of Brazed Assemblies
High Hermeticity
Vacuum brazing and controlled-atmosphere brazing processes produce leak-tight joints with extremely low leak rates, making them ideal for aerospace, semiconductor, and defense applications.
Robust Bond Strength
Brazed joints can achieve strength levels approaching those of the parent materials while avoiding many of the distortion and cracking risks associated with welding.

Excellent Repeatability
Controlled furnace processing and validated procedures ensure consistent performance with minimal part-to-part variation across production runs. A single furnace cycle can join hundreds of multiple joints across an entire assembly, supporting economical batch production.
Minimal Oxidation
Vacuum and controlled-atmosphere environments minimize oxidation and contamination, producing cleaner, stronger joints and improved long-term reliability without the need for flux.

Dissimilar Material Joining
Brazing enables metal-to-metal and ceramic-to-metal assemblies that are often not achievable through conventional welding methods.
Cost-Effective Manufacturing
Highly controlled furnace processing reduces scrap, rework, and variation while supporting efficient production schedules.
Brazing Capabilities
Elcon Precision offers a comprehensive range of in-house brazing services designed for demanding engineering applications.

Brazing Processes
Vacuum Brazing Process
Our vacuum brazing services use the vacuum brazing process in a high vacuum environment inside a vacuum furnace to deliver oxide-free joints, exceptional cleanliness, and superior hermetic performance for aerospace, defense, and semiconductor applications without the need for flux.
This automated brazing process follows five stages—loading, evacuation to 10^-3 to 10^-4 Pa, heating, holding, and cooling—for repeatable, high-quality bonds.
Benefits include:
- Clean, contamination-free joints
- Excellent hermeticity
- Minimal oxidation
- Consistent process control
- Superior metallurgical integrity when joining parent metals or ceramics without melting them

Atmosphere Brazing
Controlled gas environments are used to optimize brazing conditions for specific material combinations and performance requirements, including the use of inert gases in controlled furnace brazing conditions, with argon as one of the gases used to help protect joint quality.
Partial Pressure Brazing
Partial pressure brazing combines the cleanliness advantages of vacuum processing with enhanced flexibility for complex assemblies and specialized materials.
Active Metal Brazing
Active metal brazing enables direct bonding between ceramics and metals without requiring prior metallization, making it ideal for advanced electrical and thermal applications and for specialized high-performance applications using advanced materials such as titanium.
Metal-to-Metal and Ceramic-to-Metal Joining
We specialize in joining complex material combinations and metal components requiring precise thermal management and controlled metallurgical bonding, with controlled filler metal behavior across precise interfaces.
In-House Support Capabilities
Maintaining critical processes under one roof allows greater control over quality, scheduling, and consistency.
Ceramic Metallization
Preparation of ceramic surfaces for reliable ceramic-to-metal bonding and hermetic sealing.
Plating and Glazing
Application-specific surface preparation and finishing processes to meet electrical, mechanical, and environmental requirements.
Fixture Machining
Custom tooling and fixtures designed to ensure proper alignment and repeatability during brazing operations.
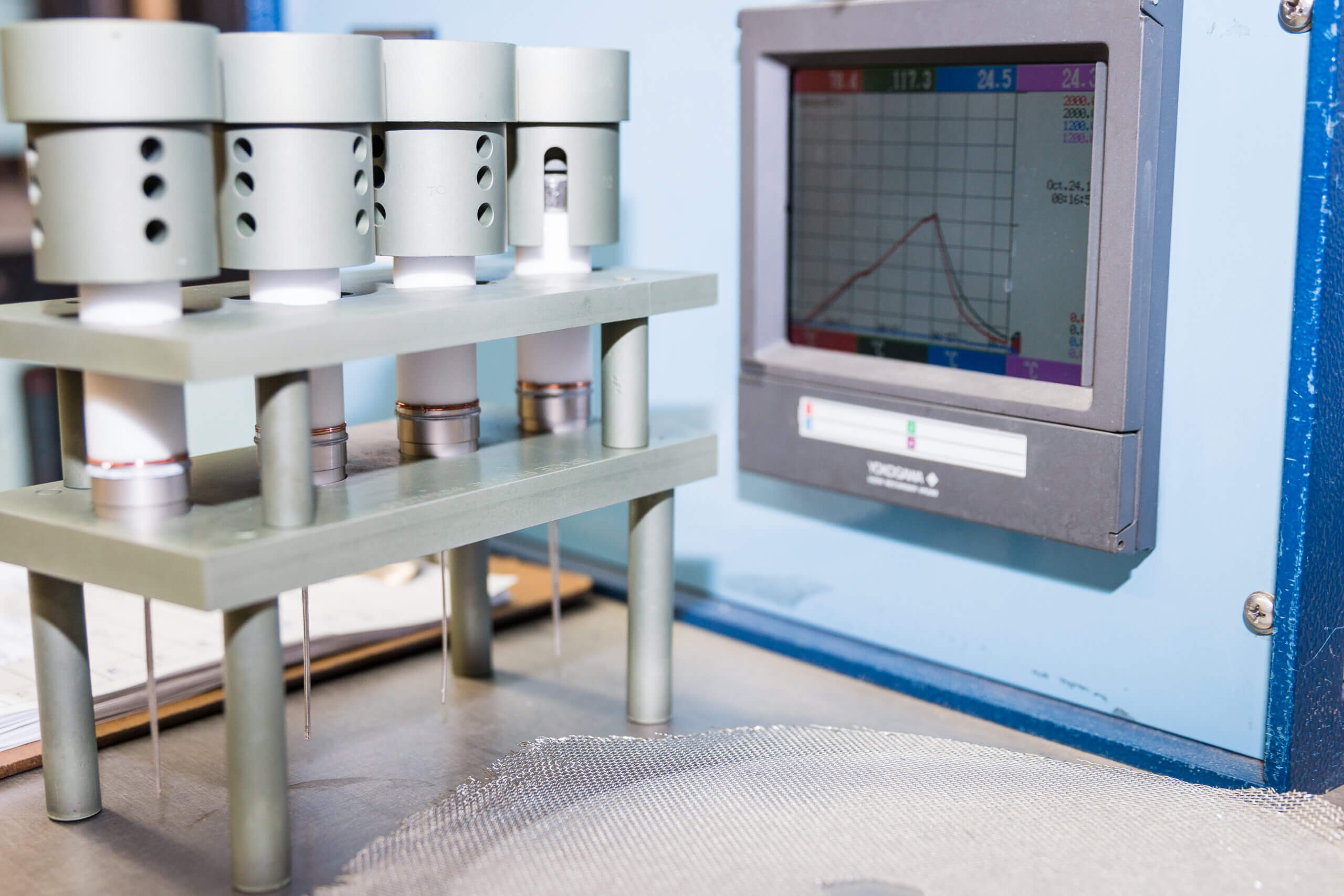
Controlled Furnace Processing
Defined temperature profiles, process controls, and validated procedures support consistent results across production runs, backed by our expertise in controlled processing within a vacuum brazing furnace that relies on integrated subsystems for stable vacuum performance and precise thermal control. Powerful heating elements provide uniform heating and support soak control typically from 800°C to 1200°C, helping parts reach the required brazing temperature with systems available up to 1350°C as standard and 1500°C in custom configurations; the right furnace selection depends on temperature, chamber size, vacuum level, and production capacity.
Materials and Specifications
Materials Processed
At Elcon Precision, we work with a broad range of metals, alloys, and technical ceramics used in demanding applications, and our vacuum brazing furnace process can handle materials in a vacuum environment including stainless steel, nickel alloys, copper, aluminum brazing applications, titanium, carbon and alloy steels, tool steels, and select carbide-based materials.
Refractory Metals
- Tungsten
- Molybdenum
- Hafnium
High-Performance Alloys
- Kovar
- Invar
- Stainless steels
- Nickel-based alloys
Copper and Copper Alloys
Used where high thermal conductivity and electrical performance are required.
Aluminum Alloys
Lightweight solutions for aerospace and thermal management applications.
Technical Ceramics
- Alumina
- Aluminum Nitride (AlN)
- Beryllia (Beryllium oxide)
- Sapphire
- Advanced engineering ceramics
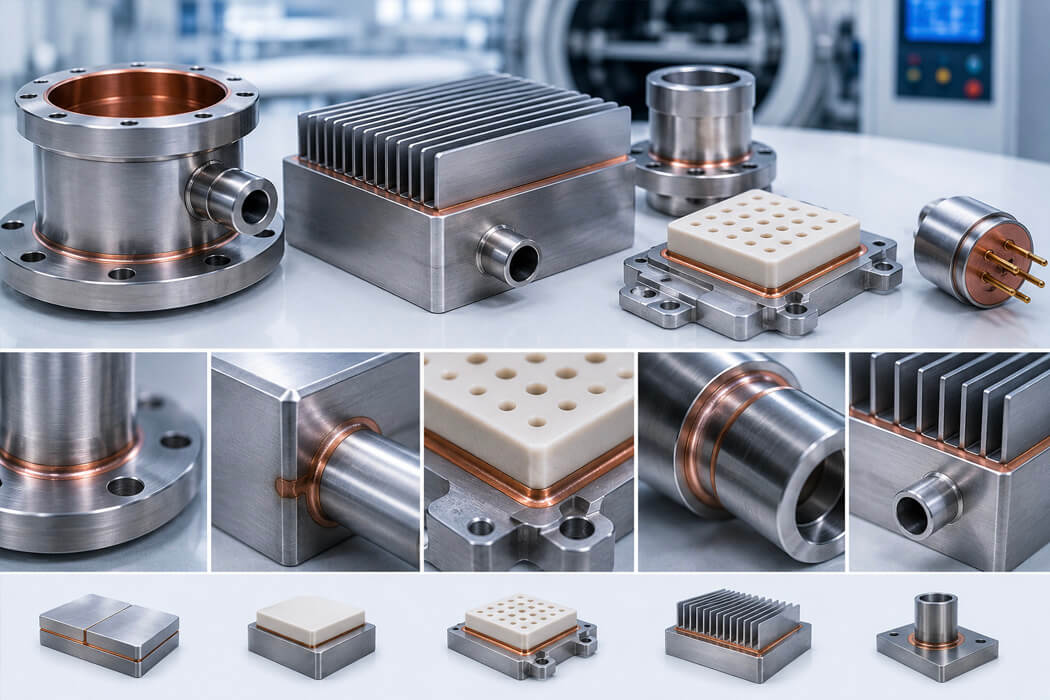
Example Product Types
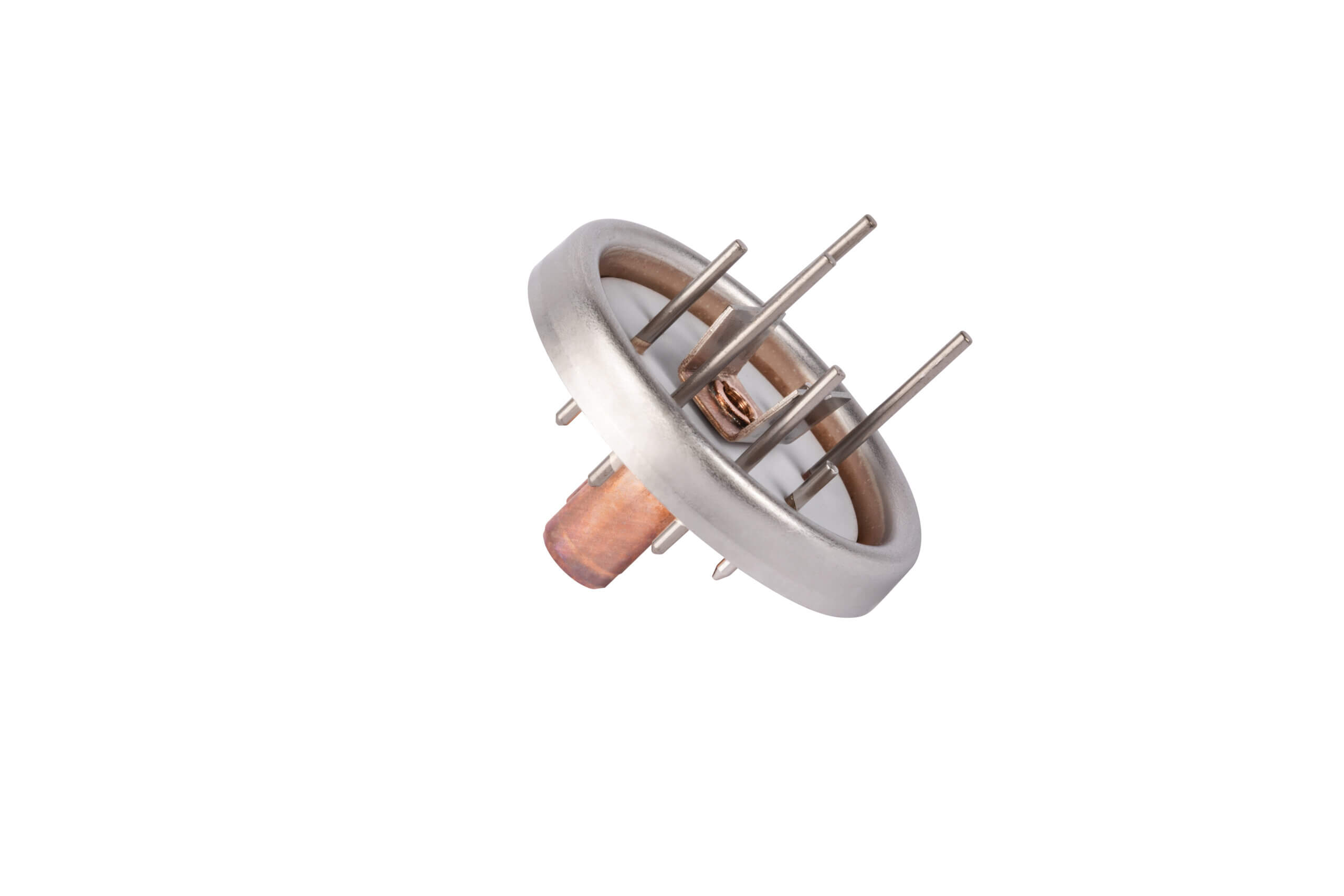
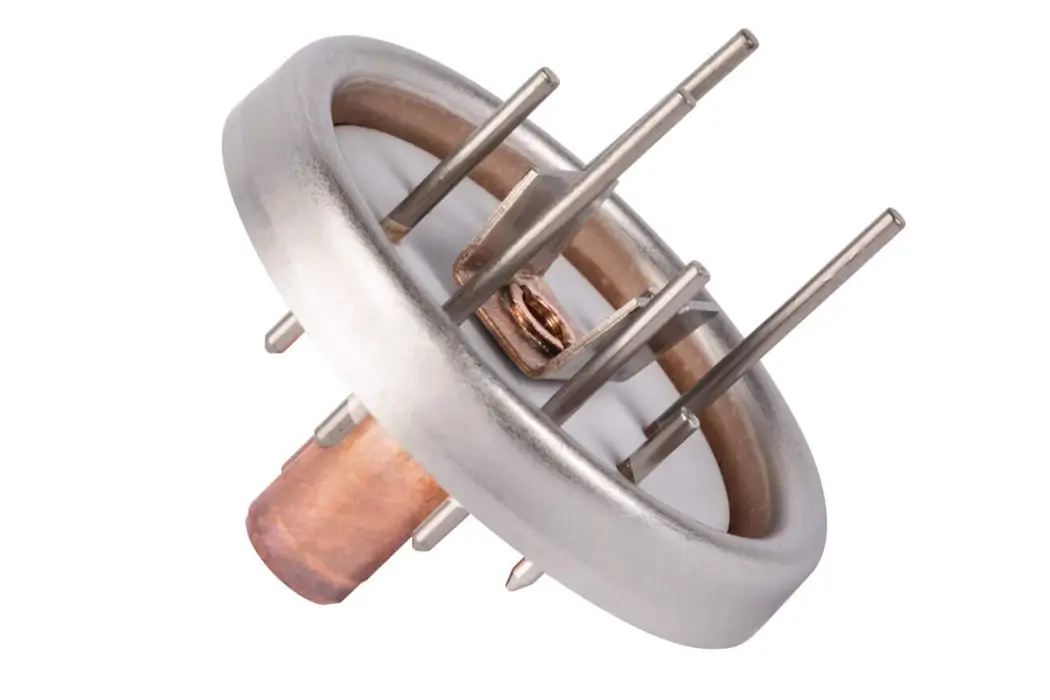
Vacuum brazing is widely utilized across the aerospace, defense, and thermal management industries to manufacture complex assemblies.
- Hermetic sensor housings
- RF and microwave packages
- High-voltage feedthroughs
- Heat exchanger cores
- Vacuum chamber assemblies
- Electronic packaging assemblies
- Traveling Wave Tube components
- Ceramic-to-metal seals
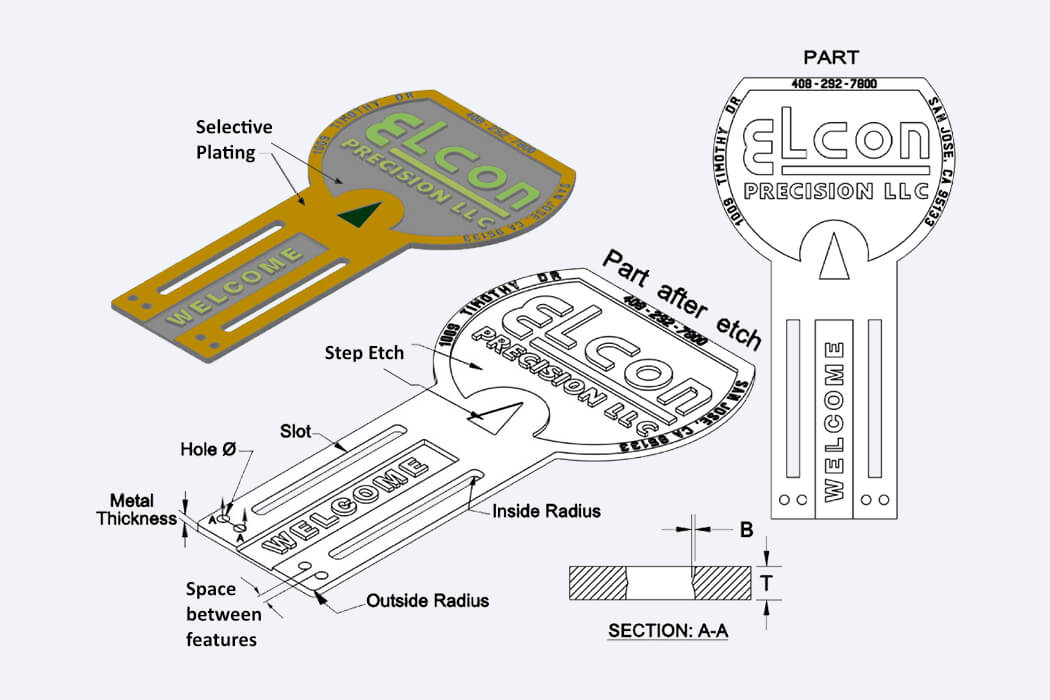
Joint Design Considerations for Brazed Assemblies
Successful brazed assemblies require careful engineering and process planning.
Key considerations include:
- joint design optimization
- Filler alloy selection based on the base metal
- Thermal expansion compatibility
- Surface preparation requirements, including parts that may be coated with brazing filler metal, to remove oils and prepare an atomically clean surface
- Component cleanliness, since contaminants such as oxides can disrupt molten filler metal flow and weaken joint quality
- A precise, narrow joint gap for proper bonding
- Furnace process parameters
- Inspection accessibility
- Post-braze machining requirements
Our engineering team works closely with customers to optimize designs for manufacturability, reliability, and long-term performance, especially for complex designs, complex geometry, and complex shapes where manufacturability and reliability must be balanced.
Testing and Quality Control
Every brazed assembly undergoes rigorous inspection and verification to meet the requirements of high-reliability industries, whether we process in-house or through a NADCAP facility that we’ve built a partnership with to support those requirements.
Helium Leak Testing
Verifies hermetic sealing performance and compliance with application-specific leak-rate requirements.
X-Ray and Radiographic Inspection
Non-destructive evaluation of internal joint quality and bond integrity.
Dye Penetrant Inspection
Surface defect detection for critical assemblies.
Visual Inspection
Verification of workmanship, cleanliness, and process compliance.
Dimensional Verification
Inspection of critical dimensions and tolerances following brazing operations.
Full Lot Traceability
Comprehensive documentation and process records support quality assurance and regulatory compliance.

Quality Certifications
Elcon Precision maintains industry-recognized quality systems, including:
- ISO 9001
- AS9100
- ITAR Registered
These certifications support the stringent requirements of aerospace, defense, semiconductor, and industrial customers.

Why Elcon Precision
Integrated In-House Manufacturing
Critical processes—including ceramic metallization, plating, fixture machining, brazing, and testing—are performed internally for maximum process control.
High-Reliability Focus
We support customers whose products operate in demanding environments where performance, consistency, and reliability are essential.
Proven Process Control
Validated procedures, controlled furnace processing, including maintaining the required working vacuum, such as 7×10⁻³ Pa for many stainless steel and copper alloy applications, with higher levels recommended for more sensitive materials, and rigorous inspection protocols ensure repeatable results from prototype through production.
Multi-Industry Experience
Our team has extensive experience supporting aerospace, defense, semiconductor, industrial, and energy applications requiring advanced joining technologies.
Related Services
- Photochemical Machining
- Ceramic Metallization
- Vacuum Packaging
- Precision Welding Services
Request a Quote
Need a reliable partner for precision brazing services or complex brazed assemblies?
Elcon Precision is positioned to partner on your project requirements, materials, and performance specifications.
Speak with an Engineer
Our engineering team can help evaluate joining methods, material compatibility, hermetic sealing requirements, and manufacturability considerations for your application, including when to choose vacuum brazing and the right furnace brazing approach based on materials, geometry, and performance requirements.
Benefits
- High hermiticity
- High repeatability
- Minimal oxidation
- Minimal part-to-part variation
- Robust bond
- Competitive cost
- Greater quality control
- Efficient turnaround
Capabilities
- Advanced brazing techniques
- Proprietary metallization
- In-house metallizing, plating, and glazing
- In-house machining of fixtures
- Metal-to-metal brazing
- Ceramic-to-metal brazing
- Active metal brazing
- Atmosphere brazing
- Vacuum brazing
- Partial pressure brazing
- TIG welding
- Spot welding
- Brazing temperature range: 300°C to 1200°C
- Maximum part diameter:
- Vacuum furnace: 8 in.
- Hydrogen furnace: 8 in.
- Maximum part length:
- Vacuum furnace: 9 in.
- Hydrogen furnace: 9 in.
- Testing
- Helium Leak Performance, Vacuum Leak Testing up to 10-10 Torr
- Joint Strength
- XRF
- Cross Sections
- 160 KV X-ray Inspection
Specifications
View applications for brazed assembly, the materials we use, example products, and more below.